

Mis à jour le 20/02/2024
Les plastiques techniques sont usinables avec des machines-outils standard utilisées pour l'usinage des métaux en prenant toutefois certaines précautions.
Recommandations générales
Les outils doivent être lisses et bien affûtés.
Les outils doivent avoir une dépouille suffisante pour que seule l'arête de coupe soit au contact du plastique.
L'évacuation des copeaux doit être bien assurée.
Tolérances d'usinage
Par rapport aux métaux, les plastiques techniques exigent des tolérances de fabrication plus larges.
De plus, lors de l'usinage, il est recommandé de prendre en compte la dilatation thermique car elle est plus élevée. Afin de réaliser des pièces dans le respect des tolérances demandées, il est recommandé d'avoir des produits stabilisés et exempts de tensions internes. En effet, une déformation de la pièce peut être due à la chaleur générée lors de l'usinage par l'enlèvement des copeaux, chaleur qui crée des tensions.
Si l'usinage entraîne un volume de copeaux important, procéder éventuellement à un revenu intermédiaire afin de réduire les tensions thermiques déjà apparues. Certaines matières avec une absorption d'eau élevée telles que les polyamides doivent être préchauffées avant l'usinage.
Efforts d'usinage
Les plastiques techniques générent des efforts d'usinage bien moindres que les métaux, donc les contraintes de bridage peuvent être réduites. Cependant, comme la rigidité des plastiques est moindre que celle des métaux, un bon support lors de l'usinage est essentiel pour éviter les déformations.
Outils
À la condition que leur géométrie soit adaptée à l'usinage des plastiques techniques, on peut utiliser des outils coupants en HSS, en carbure de tungstène ou en diamant polycristallin. Pour les usinages de grande série ou pour usiner des matériaux renforcés en fibre de verre ou de carbone, il est conseillé d'utiliser des outils avec des plaquettes en carbure ou des outils avec des inserts en diamant polycristallin.
Refroidissement
S'il est nécessaire de refroidir, les liquides type huile soluble conviennent très bien en général. L'utilisation de l'eau pure ou de l'air comprimé est aussi possible.
Sciage

Les plastiques techniques peuvent être débités avec des scies à ruban, des scies circulaires ou des scies alternatives. Les dents doivent être largement espacées et la voie suffisante pour :
- Assurer une bonne évacuation des copeaux
- Réduire la friction entre la pièce et la scie
- Éviter le serrage arrière de l'arête de coupe, cause d'échauffement
Un bridage correct est aussi nécessaire afin d'éviter les vibrations et donc les coupes grossières ou les cassures. L'angle de dépouille préconisé varie de 10° pour les PVC à 25° pour les polyamides, l'angle d'attaque de 0° pour les PVC à 10° pour les polyamides.
Tournage
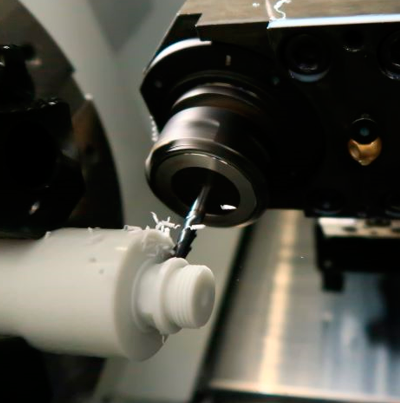
Les angles de dépouille, pentes d'affûtage, angles d'arête, vitesses de coupe et avances par tour varient avec le matériau choisi.
En général, en sélectionnant des plaquettes carbure prévues pour usiner les alliages d'aluminium, vous pourrez usiner les plastiques techniques en adaptant vitesse de coupe et avance.
Fraisage

Les angles de dépouille, pentes d'affûtage, vitesses de coupe et avances par dent varient avec le matériau choisi.
De même que pour le tournage, en sélectionnant des plaquettes carbure prévues pour usiner les alliages d'aluminium, vous pourrez usiner les plastiques techniques.
Perçage

Les forets en HSS, HSSE et HSSCo8 percent bien les plastiques techniques, cependant ils génèrent une importante quantité de chaleur qui doit être évacuée en refroidissant (liquide, eau).
Pour limiter cette génération et améliorer l'évacuation des copeaux, des débourrages fréquents sont nécessaires, surtout pour les trous profonds. Pour les trous de grand diamètre, utiliser des forets à âme amincie pour réduire la friction avec les copeaux et la génération de chaleur.
Il est recommandé de faire les perçages de grand diamètre en plusieurs opérations successives avec des forets de diamètres croissants et d'utiliser des barres d'alésage dès que le diamètre le permet. Pour les trous débouchants, penser à diminuer la vitesse d'avance en fin de coupe pour avoir une sortie de l'outil en douceur et éviter les éclats.